企業熱線: 028-83656264
數控車床復合命令(G71、G72、G73、G74、G75、G76)經常用到,適合加工余量較大及鍛件、鑄件的加工編程。復合命令不需要編寫精加工的程序段落,不僅程序段落少,而且有效地縮短了編程的輔助時間。復合命令都是粗加工的循環,需要用G70命令進行精加工。下面就對常用的數控車床復合命令G71、G72、G73的使用方法及加工路線進行分析(以下都是以FANUC系統為例)。
一、G71—內、外圓的粗精加工循環
G71粗車循環命令主要用于徑向尺寸要求比較高、軸向尺寸大于徑向尺寸的毛坯工件進行粗車循環。
(1)格式
G7l U(△d) R(e);
G71 P(ns)Q(n?)u(△u)W(△ω)F(?)S(s)T(t);
G70 P(ns)Q(n?);
格式中,△d為切削深度(半徑值指定,不帶正負符號,且為模態指令);e為退刀量(模態指令);ns為精車程序段的開始段落號;n?為精車程序段的結束段落號;△u為x軸方向的精車余量(有正負符號,直徑指令);△ω為z軸方向的精車余量(有正負符號);?、s、t為粗加工循環中的進給速度、主軸轉速及刀具功能;G70為精車循環,該命令不能單獨使用,需跟在粗車復合循環指令之后。
(2)圖示說明循環軌跡
如圖1所示,AB為工件輪廓線,刀具從C點開始快速移動到D點,移動的間隔為精車留量,然后根據給定的切削深度x軸進刀,進行軸向車削,退刀時按退刀量e進行45。退刀后快速移動到循環出發點,完成一個粗車循環,依次根據切削深度進行多次循環,粗車的最后一個循環是根據精車留量完成的一次成形車削循環。
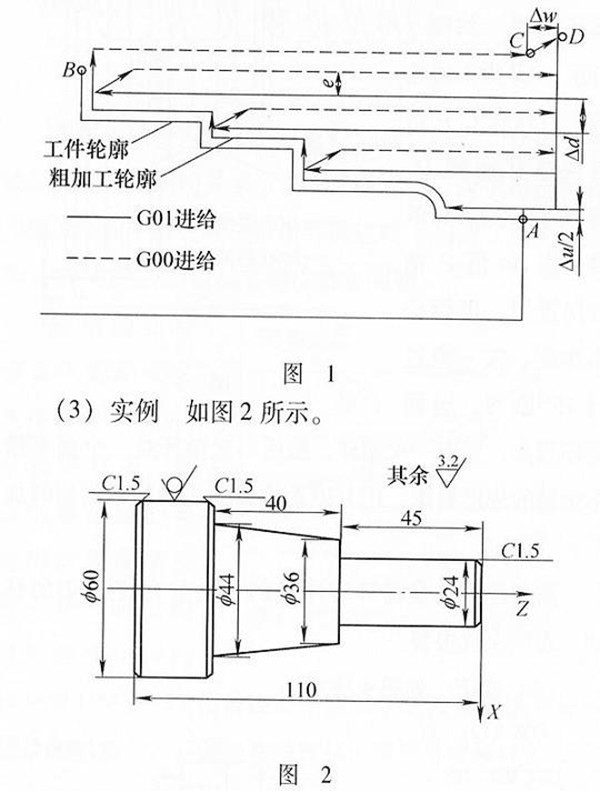
G00 X61.Z1.;(快速一點到進刀點)
G71 U1.R1.;
N1 G00 X21.;
N2 G1 Z0. F0.3;
N3 X24. Z-1.5 F0.2;
N4 Z-45.(N1-N10精加工程序段);
N5 X36.;
N6 X44.W-40.;
N7 X57.;
N8 X60. W-1.5;
N9 X61.;
N10 G0 Z1.;
G70 P1 Q10;(用G70進行精加工)
G00 X200 Z100.;
二、G72——端面粗、精車復合循環
G72粗車循環主要用于對于端面精度要求比較高、軸向尺寸大于軸向尺寸的毛坯工件進行粗車循環。
(1)格式
G72 W(△d) R(e);
N8 G0 X121.;
G70 P1 Q8;
G0 X200.Z100;
需要留意以下兩點:
①G71循環命令只在輪廓外形是遞增時使用,不可以用在有遞減時,否則會出現遞減部分進行一次分層車削,車削深度過大。
②程序段的移動命令只能是x軸移動,不可以出現Z軸移動,否則出現報警。
(2)圖示說明循環軌跡
如圖3所示,AB為工件輪廓,刀具從C開始點快速移動到,),移動量為精車留量,按Ad值z軸方向進刀,進行徑向車削,按e值進行45。退刀,退回循環出發點,完成一次循環,最后一次循環是一個留有精車余量的成形輪廓,用G70命令進行往除精車留量的加工。
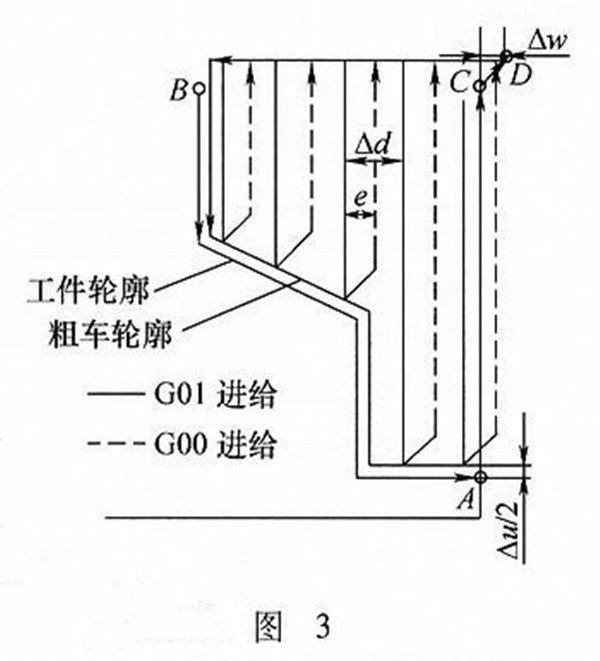
需要留意的是循環程序段的開始只答應z軸的移動,否則出現報警。
三、G73——仿形粗、精車復合循環
G73粗車循環主要用于已成形工件的粗車循環,如鍛件、鑄件。
(1)格式
G73 u(△i)w(△κ)R(d)
G73 P(ns)Q(nf)u(△u)w(△ω)F(?)s(s)T(t)
G70 P(ns)Q(nf)
格式中,△i為x軸方向的退刀量(半徑值指令,有正負符號);齜為z軸方向的退刀量(有正負符號);d為分層次數(指粗車重復加工的次數)。
(2)圖示說明循環軌跡如圖5所示,刀具由C點開始快速移動到,j點,然后刀具根據粗車余量的分層次數d計算每次切削深度,循環次數決定切削深度;車削循環軌跡與G71、G72不同,每次循環都是一個完整的工件輪廓軌跡,這個命令可以進行遞減輪廓的加工。適合鍛件鑄件的成形加工。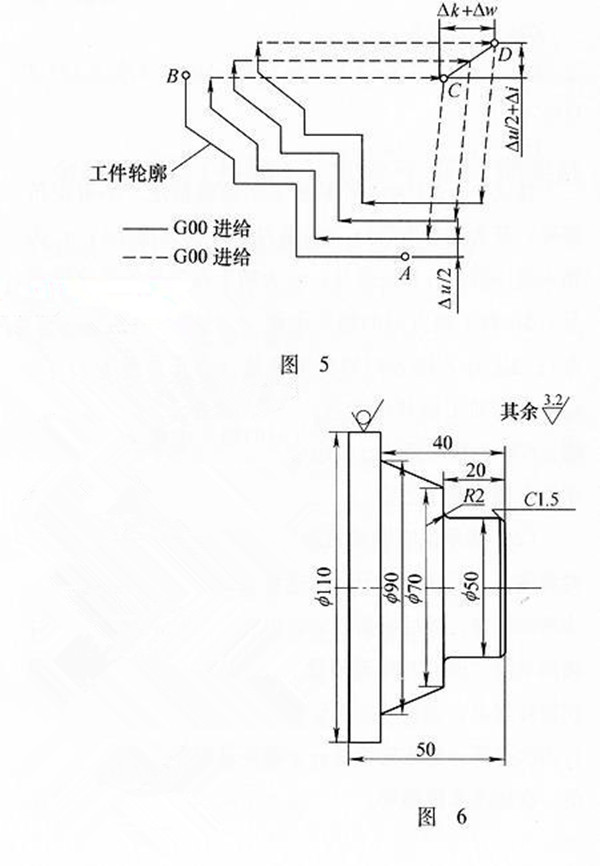
需要注意的是,這里的d是分層次數,輸入時不帶小數點。
(3)實例 如圖6所示。
G0 X111. Z1.;
G73 U32.W4.R10;
G73 P1 Q9 U0.5 W0.2 F0.2;
N1 G0 X47.;
N2 G1 Z0. F0.2;
N3 X50. Z-1.5;
N4 Z-18.;
N5 G02 X54. Z-20. R2.;
N6 G1 X70.;
N7 X90. Z-40.;
N8 X111.;
N9 G0 Z1.;
G70 P1 Q9;GOX200. Z100.;
四、結語
數控車床復雜循環命令編程,應留意△u、△ω、△i、△κ從數值分別代表的意義,△u、△ω為精加工余量,有方向,其正負值是根據進退刀方式來判定的,根據毛坯外形選擇公道的命令,在命令中的F、s、T指令后,在ns~n?指令無效。
更多關于數控車床的信息可以到卓達數控:http://m.zihangu.com/technology/59.html查詢!